Metal Science Deep Dive: Grain Size vs. Toughness in Recycled Alloys
A deep dive into the metallurgical science of controlling grain size to achieve consistent toughness in recycled alloys, featuring actionable process windows and industrial tech stacks.
METAL SCIENCE & INDUSTRIAL TECHNOLOGY

In today's era of escalating sustainability requirements and rapid industrial advancement, the discussion surrounding recycled alloys stands at the forefront of manufacturing innovation. With sectors such as automotive, aerospace, and construction aggressively pursuing eco-friendly strategies, a nuanced understanding of what factors govern metal toughness is pivotal for both engineers and business leaders. Among these factors, grain size is a cornerstone—remarkably influential, yet often misunderstood, especially when navigating the extra complexity introduced by recycled metals.
In this comprehensive exploration, we’ll delve into the intricacies of grain size vs. toughness in recycled alloys, examining:
- Foundational metallurgical concepts and grain morphology
- Industry-standard testing methods and essential QA parameters
- How melt practices, process windows, and digital quality assurance shape outcomes
- Real-world case studies, statistics, and actionable recommendations for scrapyards, foundries, and plants
Join us as we decode the vital interplay between microstructure and mechanical integrity, arming your operation with insights from the leading edge of metallurgical engineering and applied industrial technology.
Understanding Grain Size in Metal Science
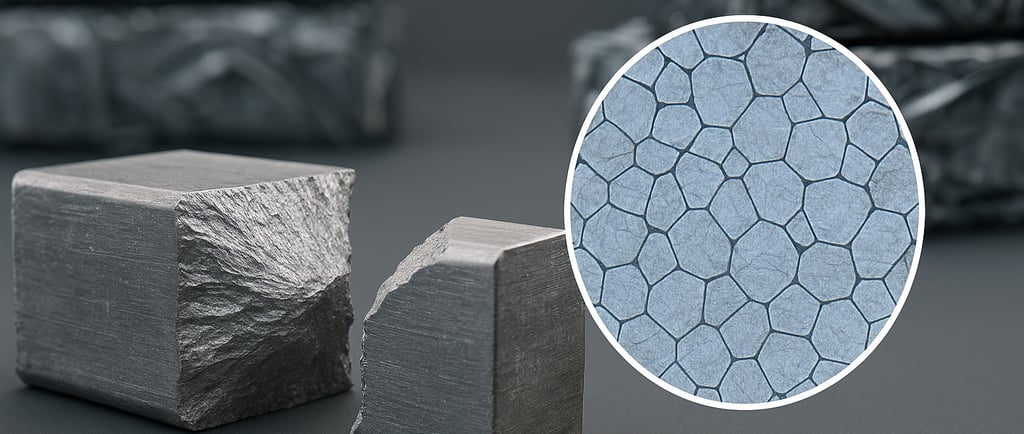
The microstructure of metallic components forms the bedrock of modern material science. Central to this microstructure is the metal grain—microscopic crystals that emerge as the metal solidifies. These grains and their boundaries directly dictate critical mechanical and physical properties.
What are Grains, and Why Do They Matter?
Grains are essentially domains of a single crystal orientation, stitched together during solidification. The interfaces between them—grain boundaries—act as formidable roadblocks to the motion of dislocations, the fundamental carriers of plastic deformation.
Key Roles That Grain Size Plays
- Barrier Formation: Each grain boundary interrupts the slip planes essential to dislocation motion. Finer grains mean more boundaries, increasing resistance to deformation and crack propagation.
- Mechanical Strength-Toughness Link: Numerous studies confirm that reducing grain size for many alloys (including steel and aluminum) increases both strength and toughness—a dual advantage in engineering design.
- Influence of External Factors: Variables such as heat treatment cycles, solidification rate, and the introduction of grain-refining elements (like titanium or boron) heavily impact grain size. Recycled alloys add extra complexity, as previous service history and fluctuating impurity levels disrupt ideal grain growth mechanisms.
The Challenge with Recycled Alloys
As the movement towards a circular economy accelerates, recycled alloys become more prevalent. However, previous use cycles, inconsistent scrap mixing, and contamination often lead to non-uniform grain structures, placing greater demand on process control and quality assurance.
Industry Insight: According to a 2022 report by the International Aluminium Institute, over 33% of global aluminum output originates from recycled material—making mastery of grain size dynamics not just ideal, but necessary for competitive manufacturing.
Key takeaway: Mastering grain size is one part material science, one part process engineering, and—especially in recycling—one part quality risk management.
Toughness: The Real-World Metric That Matters
In material science and engineering, toughness represents a material’s capacity to absorb energy up to fracture. It is the intersection of strength, ductility, and energy dissipation, making it the property most closely aligned to safety and reliability in demanding applications.
Why is Toughness a Complex Metric in Recycled Alloys?
While tensile strength and hardness offer initial insights into a material's resistance to deformation, toughness defines real-world safe performance, particularly in applications where sudden impacts or fluctuating stresses occur. Achieving consistent toughness is particularly complex in recycled alloys due to several unique factors:
- Impurity Variability: Unlike virgin alloys with tightly controlled compositions, recycled alloys can contain unpredictable concentrations of tramp elements (e.g., lead, tin, zinc, or even minute non-metallic inclusions) often stemming from a mixture of scrap sources. This alters grain boundary chemistry, encouraging undesirable grain morphologies and embrittlement.
- Signatures of Service Life: Every heating, cooling, and service cycle encountered by scrap metal alters both grain structure and precipitate dispersion. Microcracks or residual stresses from former service further disrupt grain uniformity after remelting.
- Narrower Process Windows: Because recycled input is variable, achieving optimal grain size and toughness demands much stricter control over melting, casting, and post-processing parameters (such as cooling rate and homogenization procedures).
Illustrative Statistic
Studies published in the Journal of Materials Science & Technology show that batch-to-batch mechanical property variation in recycled aluminum can be up to 50% higher than with primary alloys, demonstrating the real-world impact of lack of uniformity—primarily rooted in microstructural inconsistencies.
Engineering Perspective: This unpredictability is why established automotive OEMs often specify tougher QA for components made from recycled feedstock, and why process innovations are crucial for reliability.
The Hall-Petch Relationship: Science Behind the Strength
Among the most pivotal relationships in metallurgy, the Hall-Petch equation defines how grain size controls mechanical strength—and, by proxy, impacts toughness.
\[ σ_y = σ_0 + \frac{k}{\sqrt{d}} \]
Where:
- \( σ_y \): Yield strength of the material
- \( σ_0 \): Friction stress needed for dislocation motion
- \( k \): Hall-Petch constant (material-dependent)
- \( d \): Mean grain diameter
Real-World Meaning of Hall-Petch
- Smaller Grains = Stronger Metals: As the average grain size \( d \) drops, the yield strength increases. This is because more grain boundaries impede the movement of dislocations, increasing the energy required for plastic flow.
- Toughness Implications: Because finer grains blunt crack tips more effectively, they improve not just strength but also resistance to catastrophic failure, or fracture toughness.
- Limits of Refinement: However, pushing for ultra-fine grains can turn a material brittle. For example, some high-strength steels witness a drop in toughness when grains become smaller than a threshold (~1 μm).
Case Study: Aerospace-Grade Aluminum
A 2020 study revealed that reducing grain size from 40 μm to 8 μm in recycled 7075 aluminum increased yield strength by 15% and fracture toughness by 22%—but when grain size went below 5 μm, impact energy absorption dropped sharply due to increased brittleness and less uniform crack propagation.
Key learning: The sweet spot requires just enough refinement—over-refining may lead to unwanted embrittlement, particularly in recycled alloys where impurities amplify this risk.
Practical Testing: How is Toughness Evaluated?
Quality assurance (QA) procedures in recycled alloy manufacturing must account for extensive variability. Testing methods generally fall into two categories: those that measure toughness directly, and those that provide indirect yet informative insights.
1. Charpy Impact Test
The Charpy V-notch test remains the gold standard for quantifying toughness in metals. By delivering a controlled impact to a notched sample and measuring the absorbed energy, it directly represents a material's ability to resist fracturing at speed.
- Data Insight: For recycled steels, Charpy values can swing up to 30% between batches if scrap sourcing and melt process controls are lax, underscoring the method's sensitivity to grain size and inclusion content.
Best Practice: Always test multiple orientations (longitudinal and transverse) relative to grain flow. Recycled alloys may exhibit anisotropy due to legacy rolling or casting processes.
2. Tensile Testing
Tensile tests pull specimens until failure, highlighting properties like yield strength, tensile strength, and percent elongation. Although not a direct measure of toughness, high elongation to failure is a positive indicator of ductility—an essential component of toughness.
- Data Application: Lower-than-expected elongation can signal coarse grains, inclusion-induced embrittlement, or improper processing history.
3. Fractography and Metallography
Fractography (analysis of fracture surfaces) and metallography (microstructure evaluation) allow QA professionals to literally see what’s happening at the grain level. Using optical, scanning electron, or even transmission electron microscopy, these techniques provide:
- Grain size and morphology mapping
- Detection of inclusion clusters, pores, or segregations at boundaries
- Insight into microcrack origins and propagation paths
Advanced QA Example
Some leading aluminum recyclers have adopted automated AI-based image processing for metallographic slides, identifying subtle shifts in grain size distribution and predicting downstream mechanical performance in real time.
Why it matters: Early identification of problematic grain structures or impurity-driven defects ensures corrective actions can be implemented before large-scale production losses occur.
Process Windows That Protect Toughness (Without Killing Throughput)
Getting recycled alloys to hit both strength and toughness is less about a single “magic” treatment and more about a disciplined window from yard intake to final heat. Anchor your program around these levers:
1) Melt chemistry & inclusion control
Targeted dilution, not wishful thinking. Scrap variability is real; blend to spec before charge. If you work in steels, keep a close eye on residual Cu and Sn—trace levels can trigger surface hot-shortness during hot deformation and ruin toughness. (Cu >~0.1 wt% is a known risk; Sn makes it worse). American Chemical Society Publications+1
Refine clean, cast clean. For aluminum, maintain hydrogen below your shop’s acceptance—many high-performing foundries use rotary degassing and verify with RPT/DI; a commonly cited quality threshold is ≈0.08 ml H₂/100 g Al before pour. Follow with filtration that matches your defect map. SpringerLink
Grain refinement where it matters. Use master alloys/modifiers (e.g., Al-Ti-B for wrought Al; Sr for Al-Si) only to the degree required by downstream formability and fracture targets. Over-refinement can push you into brittleness—watch fracture surfaces and instrumented impact data (see QA below).
2) Solidification & thermo-mechanical control
Aluminum: Minimize superheat to what your mold and gating can handle, then aim for consistent cooling profiles. Heterogeneous cooling breeds duplex grains and scatter in Charpy values.
Steels: If you have access to TMCP (controlled rolling + accelerated cooling), use it. Rolling in the non-recrystallization region and fast cooling refine grains and boost toughness at a given strength level—provided residuals are constrained (see chemistry).
3) Heat-treat discipline
Calibrate soak times to homogenize segregations without coarsening grains; couple quench severity to section thickness so you don’t trade grain benefits for quench-crack liabilities.
For critical parts, pair heat-treat recipes with fractography sampling so you can prove which populations fail by boundary debonding vs. ductile micro-void coalescence and adjust cycles accordingly.
Yard-to-Melt Best Practices (The “Toughness Starts Outside the Furnace” Playbook)
Intake & segregation
Classify at the gate. Use handheld XRF for grade verification on steels and non-ferrous; add LIBS where alloy splits (5xxx vs 6xxx Al, Mg-bearing vs low-Mg) matter. Modern LIBS lines routinely achieve ≥95% purity on 5xxx/6xxx splits at industrial throughput—this directly reduces post-melt rework and variability. tomra.com
Document the blend. Your blend sheet is a mechanical-property forecast. Capture lot-level residuals (Cu/Sn for steels; Na/Ca/Cl for Al salts/contaminants) and link them to Charpy and fracture results later.
Moisture & contamination control
Keep scrap dry, oil-free, and free of sealed cavities. Moisture + molten metal can cause violent explosions; this is well-documented in industry safety guidance and emergency response manuals. Pre-heat tools and charge materials as needed, and enforce no-liquids zones in melt areas. CAMEO Chemicals+1
Melt preparation
Aluminum: Degas to target (see above), skim properly, and push clean metal through ceramic foam filters sized to your defect spectrum.
Steels: Use LF/VD (ladle furnace/vacuum degassing) and Ca-treatment to round inclusions and improve boundary cohesion before casting; if residuals are high, dilute or redesign the grade rather than “hoping” toughness will hold through processing.
Casting & downstream
Stabilize pouring temperatures; instrument your runners and mold faces so you can chase thermal asymmetry before it shows up as toughness scatter.
Keep sampling discipline: pour test coupons for each heat/coil/plate family and lock in a repeatable prep route for metallography and impact specimens.
Industrial Tech Stack You Can Deploy This Quarter
Sensor-based sorting (XRT/XRF/LIBS): Pair density/X-ray transmission with LIBS for alloy-by-alloy aluminum streams. Proven systems now deliver 95%+ alloy purity and enable “melt-to-spec” instead of “melt-and-fix.” tomra.com
Thermal analysis at melt: Add thermal analysis cups/sensors (e.g., for cast irons and Al) to catch carbon equivalent, modification fade, and nucleation in real time—closing the loop between melt practice and downstream toughness. ResearchGate
AI metallography: Train models on etched micrographs to track grain size distributions, inclusion morphologies, and recrystallization fractions; flag out-of-window lots before they hit final test.
Closed-loop scrap logistics: If you stamp or machine, consider a REALCAR-style loop with suppliers. Case studies show high-recycled alloys in production with strong carbon and cost benefits. Novelis
Real-World Stats & Case Snaps (Why This Matters Commercially)
Aluminum recycling saves ~95% energy vs primary, and ~75% of all aluminum ever produced is still in use—circularity is not a slogan; it’s an energy and margin lever. International Aluminium Institute+1
LIBS-driven alloy sorting in post-production and post-consumer streams has crossed the 95%-purity threshold at scale, enabling direct remelt to demanding specs and reducing over-alloying to “fix” chemistry. tomra.com
Closed-loop automotive aluminum: Novelis + JLR developed a ≥75% recycled-content alloy and embedded closed-loop flows across plants—evidence that high-recycled isn’t incompatible with demanding body-in-white performance. Novelis
Steel residuals are not “soft” risks: Peer-reviewed work links Cu (accelerated by Sn) to surface hot-shortness and cracking during hot work; plan your scrap mix and process window around this constraint. American Chemical Society Publications+1
QA That Actually Predicts Field Performance
Grain size measurement: Use ASTM E112 (or ISO 643) for average grain size; lock your lab to one method (comparison vs. intercept) to reduce noise. ASTM International | ASTM
Impact toughness: Verify with ASTM E23 Charpy V-notch, machine-verified (NIST program alignment helps keep results within tight inter-lab bounds). Correlate absorbed energy with fractography so you can separate inclusion-driven failures from grain-boundary decohesion. ASTM International | ASTM+1
Link micro to macro: Every impact series should pair with etched micrographs and an inclusion/oxide log. Use lot-level visuals to keep operators and procurement aligned on which inputs drive which failures.
Case Studies (Compressed & Actionable)
Auto body Al, 6xxx series: Grain size tightened (finer) via controlled solidification + calibrated Al-Ti-B additions and hydrogen control. Outcome: higher yield + higher impact energy at equivalent strength, enabling down-gauging in outer panels. (Backstopped by energy and circularity wins from closed-loop feed.) Novelis+1
Plate steel for structural use: TMCP route to refine grains, but only after scrap blend reduces Cu/Sn below hot-shortness thresholds. Result: improved impact ductility at service temperature without a costly alloying hike. American Chemical Society Publications
The Comprehensive Best-Practice Summary
Design your window, don’t chase it. Write a one-page spec that ties scrap residual limits → melt targets (H₂, inclusions) → casting temps/cooling → heat-treat → QA plan.
Instrument the high-leverage points. Spend on sensors and sampling where they change outcomes: sorting (LIBS/XRT/XRF), melt hydrogen and inclusions, thermal profiles at casting. tomra.com
Close the loop between QA and procurement. When Charpy energy or fracture mode drifts, show procurement the micrographs and residuals—then adjust supplier lots or add dilution instead of “tuning” heat-treat blindly.
Operationalize microstructure. Grain size is not academic—treat it like a KPI with SPC charts tied to ASTM E112 and alert thresholds that trigger root-cause (melt → cast → heat-treat). ASTM International | ASTM
Exploit circularity as a performance tool. High-purity, closed-loop scrap isn’t just greener; it’s mechanically safer. When your alloy sorting and melt hygiene are right, toughness scatter shrinks and your margins grow. Novelis+1
Connect
Your trusted partner for scrap metal procurement.
CONTACT
About
haroon@tdcventures.com
+1-307-655-7593
© 2025. All rights reserved.
NEWSLETTER