RF Shielding Scrap: Copper & Aluminum Streams
Discover how to extract high-value copper and aluminum from XR e‑waste with a step‑by‑step RF shielding scrap recovery playbook. Includes purity targets, contamination control, economics, and compliance.
IMMERSIVE TECH RECYCLING & CIRCULAR ELECTRONICS
Context: The New RF Shielding Scrap Opportunity
The rapid evolution of XR (extended reality) technology—spanning VR headsets, AR glasses, mixed reality controllers, and next-generation immersive wearables—has flooded the electronics market with novel hardware. As XR sales estimate to surpass 100 million units globally by 2025 (Statista, 2024), e-waste processors now encounter a unique stream: RF (radio frequency) shielding scrap, foundational to maintaining device integrity in high-interference environments.
RF Shielding Scrap—Context and Value:
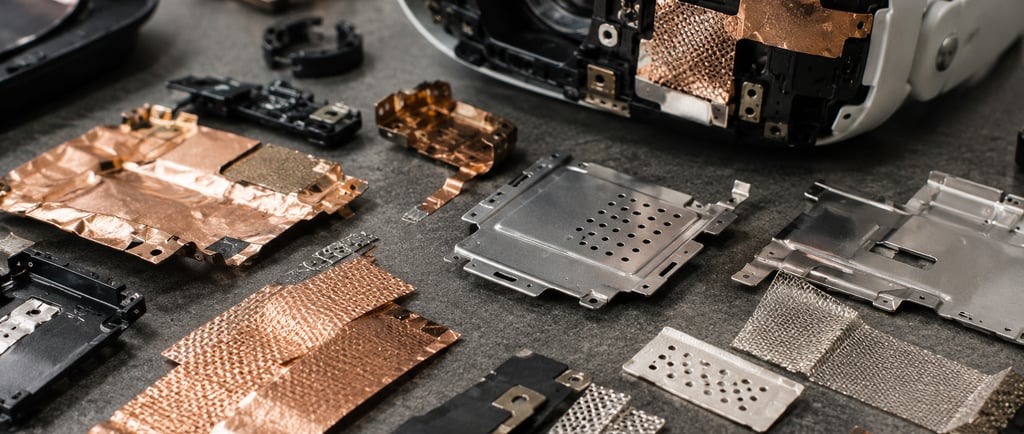
XR devices leverage thin, high-grade copper and aluminum foils, meshes, and multi-metal laminates not found in legacy phones or PCs. These advanced materials, engineered to block electromagnetic interference (EMI), are also highly valuable secondary resources. According to the International Copper Study Group, recycled copper from electronics now accounts for over 17% of global copper supply, with copper foil scrap from electronics commanding $6,000–$8,000 per ton depending on purity (ICSG, 2023). Aluminum, while less valuable per ton, is growing in importance due to the surge in lightweight, compact wearable devices.
Emerging Market Dynamics:
The convergence of e-waste regulations (e.g., EU WEEE directive, China’s updated e-waste law), rising commodity pricing, and the urgent need for circularity in electronics manufacturing fuels demand for robust RF shielding scrap pipelines. Leading smelters and reclaimers now compete for high-purity copper and aluminum streams, particularly from the rising tide of XR-related returns.
To seize this opportunity, processors need targeted playbooks: they must identify, extract, and refine these scrap streams with surgical precision. Otherwise, improper handling—mixing metals, adhesive contamination, missed tracking—erodes margins, risks non-compliance, and can even lead to outright shipment rejections from buyers who are raising standards year-over-year.
2. Defining the Challenge: Design, Collection, and Recycling at Scale
XR devices are redefining complexity in electronics recycling. A modern AR headset may contain up to five times more surface area in RF shielding than a smartphone, woven across miniature circuit modules, sub-boards, and sensor arrays. Lightweight aluminum meshes or intricate copper-aluminum laminates are bonded in layers to minimize weight but maximize shielding.
Key Recycling Challenges:
Design Complexity: XR manufacturers prioritize slimness and lightness, leading to more tightly packed assemblies with inaccessible shielding. Multilayer composite designs, robust adhesives, and intricate enclosures increase extraction difficulty, compared to older designs with dedicated shielding modules.
Adhesive and Polymer Bonds: Manufacturers often use conductive adhesives or encapsulants that are heat-resistant, chemical-resistant, or both. This complicates both manual and automated separation processes; a 2023 IPC study found over 70% of XR device shielding failures in recycling stemmed from incomplete removal of these sticky residues.
Purity and Compliance Requirements: With global buyers adopting spec sheets that demand copper >98%, aluminum >97% purity (and trending higher annually), there is minimal tolerance for non-metallic residues. This increases the operational risk for e-waste processors—mistakes can mean an entire batch’s value destroyed, or costly rework needed.
Volume Scaling and Material Tracking: XR returns are increasing at a projected 40% year-over-year in the EU and China (WEEE Forum, 2023). Processors must track incoming models, shielding type per device, and outgoing streams to optimize yield and comply with increasingly strict material tracking and hazardous substance reporting requirements.
Strategic Relevance:
Getting RF shielding scrap right is about far more than maximizing weight: it’s about operational discipline, worker training, specialized toolsets, and a recycling workflow tuned for modern XR assemblies. As recycling technology advances, the facilities delivering the cleanest, best-segregated scrap will become preferred partners to both upstream suppliers and downstream smelters.
Continue to Section 3 and Beyond (Part 2):
3. Key Concepts in XR RF Shielding and Scrap Streams
Entity Optimization:
The main entity here is RF shielding. Related, tightly-linked entities include copper foil, aluminum mesh, XR devices, adhesive contamination, repairable electronics, and buyer purity specification.
RF Shielding:
RF shields in XR electronics use ultra-thin copper or aluminum foils, precision-cut and bonded directly to PCBs or device internal casings. Unlike the rigid shields in legacy products, new-generation XR shielding often employs flexible multilayer laminates—these can incorporate specialty alloys like nickel or steel, though copper and aluminum dominate due to superior conductivity and cost advantages.
Design for Repair:
Forward-thinking device makers anticipate a product’s entire lifecycle. Apple, Google, and major XR headset manufacturers are rolling out design for repair initiatives, integrating snap-fit casings and easily accessible modular shielding. The European Parliament is considering mandatory repairability indexes for consumer electronics, which will directly boost scrap recovery rates and lower processor costs.
Contamination Control:
Contaminants—glue, plastics, PCB dust, solder splatter—constitute the biggest drag on RF shielding scrap resale value. For example, the presence of just 3% adhesive by weight can drop the sale price of a copper foil scrap batch by $200/ton or more, based on 2023 Shanghai Metals Exchange scrap buyer reports.
Material Stream Segregation:
Best-in-class operations replicate the clean steam logic of metals trading desks, sorting shielding into:
Pure copper foils/meshes
Pure aluminum foils/meshes
Mixed/layered laminates
Contaminated or reject material
Each stream caters to different buyers—smelters, refurbishment hubs, and downstream recyclers.
Refurbishment Markets:
When shielding materials are removed undamaged and cleaned, they are highly sought-after in global device repair supply chains, especially for high-volume XR, AR, and VR models. A recent eBay data roundup (Q4 2023) found refurbished copper RF shields from Meta Quest and Pico headsets achieved final sale prices 30–40% higher than melt-grade scrap rates.
Key Takeaway:
An optimized RF shielding recovery system is one where design for repair, robust contamination control, accurate sorting, and high-value refurbishment all intersect—driving up both margin per kilogram and compliance on every lot shipped.
4. Framework: Stepwise Method for Managing RF Shielding Scrap
The 6-Step RF Shielding Scrap Recovery Model™ (Industry-Validated Workflow)
1. Source Identification:
Modern recycling lines use ERP-linked intake audits. Staff efficiently tag incoming XR, AR, VR devices with anticipated shielding content by model. Leading operators analyze teardown guides, OEM specs, or use AI-powered vision systems to flag shielding-rich units.
2. Pre-Sorting:
Initial extraction often depends on the shielding’s attachment:
Exposed foils or meshes: Removed manually with fine pliers or tweezers.
Bonded/plated shields: Require heat (infrared, hot air tools), or solvent exposure.
Multilayer composites: Initially separated visually into copper, aluminum, or unknown/mixed batches.
3. Contamination Removal:
The most delicate stage:
Mechanical methods: Precision peel tools, adhesive roller systems.
Chemical methods: Ethanol or industry-grade degreasers, with strict environmental compliance controls.
Ultrasonic cleaning: Used for fragile meshes or micro-shielding in high-end AR glasses.
A study by JX Nippon (Japan, 2022) confirmed ultrasonic bath use improved clean yield on aluminum meshes by 27% compared to standard manual scraping in commercial volumes.
4. Material Characterization:
Handheld XRF analyzers are now standard, supplying instant, documentable purity data—crucial for both QA certification and buyer documentation. Operators often batch test, flagging lots with out-of-spec readings for further remediation.
5. Stream Segregation:
Labelling is digitized in advanced yards: bins feature RFID, and lot cards display metal type, purity, contamination notes, weight, and audit signatures. Stream segregation is mapped directly to buyer requirements: some prefer only pure copper, others accept “mixed” at a discount, especially in Asia-Pacific secondary melting markets.
6. Refurbishment/Downstream Routing:
Clean, undamaged foils now enter refurbishment for aftermarket or repair markets. Remaining scrap—graded as “melt only” or “contaminated”—is routed to degumming lines or prepared for lower-grade recovery.
Expanded Worked Example: XR Headset RF Shielding
A batch of 500 VR headsets enters processing:
Detailed Audit: Via device intake log, notes 7,500g copper, 5,000g aluminum, 2,500g adhesive components.
Process: Extraction teams complete detailed separation with hot air and manual peel. Adhesive presence initially at 10%, reduced to <2% with repeated solvent treatment.
QC: XRF testing on random lots shows copper purity climbs to 98.8%, aluminum 97.5%.
Final Disposition: 12kg copper and aluminum sent to top-tier metal buyers. 2.4kg “contaminated” material sent for chemical stripping, then regraded—boosting total lot value by 22% versus simple bulk shredding.
Implementation Playbook: Building a High-Value RF Shielding Scrap Line
A profitable RF shielding scrap program starts before the first headset is opened. The highest-performing recyclers treat XR devices as model-specific material packages, not as generic e-waste. Every device family carries a different mix of copper foil, aluminum mesh, stainless shielding, conductive adhesives, batteries, optical modules, PCBs, sensors, flex cables, and polymer housings. The more accurately a facility identifies these differences at intake, the better it can protect purity, yield, worker safety, and resale value.
Model Mapping
The first operational step is model mapping. Each incoming XR, AR, VR, or mixed reality device should be logged by brand, model, generation, condition, and visible damage. This matters because shielding design can change sharply between product generations. A business headset built for industrial use may contain heavier internal shielding around wireless modules and sensor boards, while lightweight consumer AR glasses may rely on thin laminated films, conductive tapes, flexible meshes, and adhesive-backed shielding strips. A single intake category such as “VR headset” is too broad for serious recovery work.
Teardown Routing
The second step is teardown routing. Devices with high repair potential should not immediately enter destructive processing. They should be routed first through a repairability screen. The HTC Vive XR Elite, for example, was described by iFixit as unusually repairable for a VR device, with most work achievable using a Torx driver, a prying tool, and a Phillips 00 driver, with little glue compared with many compact electronics designs. That kind of design changes the economics of recovery because reusable parts, undamaged shielding, modular boards, straps, lenses, speakers, and battery assemblies may be worth more than melt-grade material.
Safe Depowering and Battery Removal
The third step is safe depowering and battery removal. RF shielding recovery should never begin while batteries remain in the unit, especially where tools, heat, solvents, blades, or ultrasonic cleaning will be used. Lithium battery damage remains one of the highest operational risks in electronics recycling. The safer process is to isolate batteries first, inspect for swelling, puncture risk, leakage, or heat damage, then route them under a battery-specific protocol. This protects workers and prevents one high-value shielding batch from being contaminated by fire residues, electrolyte, plastics, and emergency suppression material.
Clean Disassembly
The fourth step is clean disassembly. The goal is to remove shielding without grinding polymers, PCB dust, solder, and adhesive into the metal stream. For copper foils and tapes, operators should use controlled heat, low-angle peel tools, anti-static tweezers, and non-shearing separation methods. For aluminum meshes, the priority is to avoid tearing and folding. Fine mesh has a high surface area and can trap adhesives, dust, and residues. A folded mesh can also confuse visual sorting systems and reduce lot consistency.
In-Line Stream Control
The fifth step is in-line stream control. Clean copper, clean aluminum, mixed copper-aluminum laminate, nickel-coated material, stainless shielding, adhesive-backed tape, and contaminated residuals should be separated immediately. The worst mistake is to place all shielding in one “non-ferrous” bin and attempt to clean it later. Once adhesive-backed copper, aluminum mesh, black foam, metallized plastic, solder flakes, and board fragments are mixed, the cost of restoring value rises sharply.
Batch-Level Documentation
The sixth step is batch-level documentation. Every lot should carry a basic chain record: intake source, date, model family, operator, gross weight, battery status, removal method, cleaning method, XRF readings, contamination notes, photo evidence, final weight, and buyer route. This is not paperwork for paperwork’s sake. It protects the facility when a buyer questions purity, when an exporter requests traceability, when an auditor checks downstream routing, or when an OEM wants proof that device returns were handled under a circular electronics policy.
Buyer Matching
The seventh step is buyer matching. Clean copper foil should not be sold the same way as mixed shielding laminate. A mature facility maintains different buyer lanes: repair buyers for intact reusable shields, domestic metal buyers for clean copper and aluminum lots, specialist processors for composite laminates, and downstream refiners for contaminated metal-polymer mixes. Sending every stream to a bulk shredder is easier, but it sacrifices the margin that makes RF shielding scrap worth building as a separate program.
This playbook becomes more important as e-waste volumes rise. The Global E-waste Monitor 2024 reported that the world generated 62 million tonnes of e-waste in 2022, up 82% from 2010, and projected the figure to reach 82 million tonnes by 2030. Only 22.3% was documented as properly collected and recycled in 2022. That means high-value streams such as copper and aluminum shielding are still being lost through poor collection, low-grade treatment, informal handling, and weak material separation.
Advanced Quality Assurance: How to Protect Purity, Margin, and Buyer Trust
Quality assurance for RF shielding scrap must go beyond visual inspection. Modern shielding is thin, layered, plated, coated, and often bonded to polymers. A clean-looking piece may still contain adhesive, nickel plating, tin residues, solder splash, graphite coating, foam backing, or metallized plastic. These small contaminants matter because RF shielding scrap is usually sold by purity, consistency, and buyer confidence, not by gross weight alone.
Positive Material Identification
The first QA measure is positive material identification. Handheld XRF testing should be used on every commercial batch, with sampling intensity rising when the lot contains mixed models, unknown devices, or layered laminates. XRF can help distinguish copper-rich shielding, aluminum-rich shielding, stainless steel, nickel-bearing material, and mixed alloy pieces. However, XRF is not enough on its own. It reads surface chemistry, so coated or plated materials can produce misleading results. Facilities should combine XRF with burn-off residue checks, density checks, magnet response, visual microscopy, and mass-balance reconciliation.
Contamination Scoring
The second QA measure is contamination scoring. Each batch should be scored for adhesive load, polymer backing, foam residue, solder particles, dust, oxidation, liquid exposure, and mixed-metal risk. A practical internal grading system could use four levels: clean resale, minor cleaning required, specialist processing required, and reject or quarantine. This grading should happen before cleaning, after cleaning, and before shipment. The goal is to catch value loss early, not after the truck reaches the buyer.
Destructive Spot Testing
The third QA measure is destructive spot testing. For high-value lots, a small sample should be cut, sectioned, and inspected to identify hidden laminate structures. This is especially important for copper-aluminum composites and metallized films. Some shielding looks like copper foil but includes polymer film, conductive adhesive, or a thin carrier layer. If that material is sold as clean copper, the buyer may discount the entire load or reject it outright.
Cleaning Validation
The fourth QA measure is cleaning validation. Solvent wiping, controlled heat, ultrasonic cleaning, and mechanical scraping should each have a documented acceptance point. Operators need clear rules: what residue is acceptable, what must be reprocessed, what must be downgraded, and what cannot be mixed. Ultrasonic cleaning can be useful for fine mesh and delicate parts, but it should be validated against metal loss, mesh tearing, wastewater load, and residue removal. Chemical cleaning should also be tied to local environmental rules, worker exposure limits, waste disposal records, and ventilation controls.
Lot Photography
The fifth QA measure is lot photography. Every commercial lot should be photographed at intake, after separation, after cleaning, and before packing. Photos should include close-ups of representative pieces and wider shots of the full batch. This protects both seller and buyer. It also helps train newer staff because real batch images become a visual library of acceptable and unacceptable material.
Shipment-Level Sampling
The sixth QA measure is shipment-level sampling. A good rule is to sample from the top, middle, and bottom of each container, bag, box, or pallet. Shielding scrap is light and can settle unevenly. Clean pieces may sit on top while dust, small mixed fragments, and adhesive-backed material collect at the bottom. A buyer that samples only the bottom may report a worse grade than expected. A seller that samples only the top may overstate quality. Balanced sampling reduces disputes.
Mass-Balance Control
The seventh QA measure is mass-balance control. If 1,000 XR units enter the line, the facility should be able to reconcile incoming device weight against outgoing batteries, boards, plastics, lenses, copper shielding, aluminum shielding, mixed laminates, contaminated residues, and loss. This does not need to be perfect to the gram, but unexplained gaps should trigger review. Missing weight often points to poor segregation, theft risk, undocumented rejects, or process losses.
Downstream Verification
The eighth QA measure is downstream verification. R2v3 places strong emphasis on data security, environmental protection, worker health and safety, and downstream due diligence. In practice, this means recyclers must know where material goes after it leaves their facility, especially if the material could contain data-bearing parts, hazardous fractions, batteries, or mixed residuals. For RF shielding, downstream checks are especially important when batches contain board fragments, sensors, cameras, memory-bearing assemblies, or unsanitized device parts.
Operator Qualification
The ninth QA measure is operator qualification. RF shielding recovery is not basic scrap sorting. Staff need training in device recognition, battery safety, ESD control, adhesive handling, tool selection, contamination grading, and buyer specifications. A facility should track who processed each batch and should recheck batches handled by new operators more heavily until accuracy is proven.
Corrective Learning
The tenth QA measure is corrective learning. Every buyer claim should become a process lesson. If a buyer discounts a copper lot due to adhesive, the facility should trace the issue back to model type, operator, cleaning method, sampling method, and packing method. The answer should not be “buyer complained.” The answer should be specific: “Model family X has copper tape with black conductive adhesive that needs a second cleaning pass before it can enter Grade A copper foil.”
Real-World Studies and Case Patterns: What the Market Is Already Teaching Recyclers
The strongest lesson from real-world electronics recycling is simple: design determines recovery economics. When products are glued, miniaturized, laminated, and sealed, recycling becomes slower, dirtier, and more expensive. When products are modular, labelled, accessible, and documented, recovery improves.
One important case pattern comes from repair-focused teardown work. The HTC Vive XR Elite teardown showed that XR devices do not have to be impossible to repair. iFixit noted that the headset used forgiving clips, limited glue, and common tools. For recyclers, this is more than a repair story. It shows how design choices affect end-of-life value. Less glue means cleaner part removal. Common screws mean faster disassembly. Modular access means more components can be resold before the remaining materials go to metals recovery.
The opposite pattern appears in complex high-end headsets. Apple Vision Pro teardown coverage highlighted the difficulty of disassembling a premium AR/VR headset, with dense packaging and challenging repair access. Devices like this can still contain valuable materials, but the labor cost, part fragility, bonded layers, and risk of cosmetic or functional damage make selective recovery harder. For RF shielding scrap, that means processors must decide whether to pursue careful part recovery, semi-destructive recovery, or bulk material routing based on real unit economics, not assumptions.
A second case pattern comes from printed circuit board recycling research. PCB recycling studies consistently show that component-level identification, targeted disassembly, and improved sorting can raise recovery quality compared with indiscriminate shredding. A 2024 study on measuring recyclability of electronic components proposed evaluating component-level recovery potential and difficulty to support automated disassembly and sorting. That logic applies directly to RF shielding. Shielding should be treated as a recoverable component stream with its own difficulty score, not as random metal stuck inside e-waste.
A third case pattern comes from AI-assisted electronics sorting. The “Virtual Mines” research project described a deep learning pipeline for component-level PCB recycling using computer vision. For RF shielding, this points to the next stage of facility design: cameras that identify shielding-rich models, flag visible copper or aluminum mesh, estimate recovery difficulty, and route devices to the right workbench before labor is wasted.
A fourth case pattern comes from material characterization research. Studies on PCB characterization using X-ray diffraction and related methods show that particle size, composition, phases, and fractions affect recovery performance. For RF shielding scrap, this supports a practical rule: do not let clean, thin, high-value foils become mixed low-grade particles unless the facility has no better route. Once shielding is shredded into a mixed fine fraction, the recovery problem becomes harder and the buyer base becomes narrower.
A fifth case pattern comes from circular reuse research in adjacent electronics categories. Research on direct reuse of aluminum and copper current collectors from spent lithium-ion batteries found that reclaimed copper and aluminum foils could be reused under certain treatment conditions, while surface morphology, wettability, adhesion, and conductivity affected performance. RF shielding is not the same as battery current collector foil, but the lesson is useful: thin copper and aluminum sheets can carry higher value when recovered cleanly and assessed for reuse, not only melted.
A sixth case pattern comes from sustainable EMI material research. Recent work on recyclable and biodegradable EMI shielding films shows that the industry is moving toward shielding materials designed with circularity in mind, including films that can provide performance while reducing end-of-life burden. If these materials move into commercial electronics, recyclers will need updated identification rules because future shielding may include more carbon-based films, polymer composites, coatings, and hybrid structures.
The practical takeaway is clear. RF shielding scrap should be managed as a changing technical stream. The winning recyclers will not be those with the biggest shredder. They will be those with the best model intelligence, cleanest extraction process, strongest QA, and closest buyer matching.
Economics of RF Shielding Scrap: Yield, Labor, Purity, and Buyer Pricing
RF shielding scrap economics depend on four variables: recoverable weight, labor time, purity, and final route. A recycler can lose money on high-metal devices if the extraction process is slow and the material is downgraded. The same recycler can earn strong margins on low-weight shielding if the material is clean, consistent, and routed to the right buyer.
The first variable is recoverable weight. XR devices are not heavy industrial scrap. Their value sits in small, high-quality material streams. A facility processing 10,000 headsets may recover modest total tonnage from shielding, but the stream can still matter because copper and aluminum are globally traded materials with deep buyer demand. The Global E-waste Monitor 2024 estimated that e-waste contained billions of dollars in recoverable materials, with many resources still lost due to weak collection and recycling. This supports the business case for better separation of small but valuable streams.
The second variable is labor time. RF shielding recovery should be timed by model family. If one headset yields 30 grams of clean copper-aluminum shielding but takes 18 minutes to process, the business case may fail unless reusable components are also recovered. If another headset yields 15 grams but can be processed in 4 minutes with clean separation, it may produce better margin. This is why teardown timing, not just material weight, should be part of the intake database.
The third variable is purity. Buyers pay for clean material because clean material reduces their processing cost, metal loss, emissions burden, and reject risk. Copper foil contaminated with adhesive, foam, solder, and polymer backing may still contain copper, but the buyer must price in cleaning, melting loss, smoke treatment, slag, and handling. Aluminum mesh contaminated with copper fragments can also lose value because mixed non-ferrous streams may no longer meet a buyer’s grade.
The fourth variable is final route. The value chain can be ranked from highest to lowest in most cases: intact reusable shielding or spare parts, clean separated copper foil, clean separated aluminum mesh, mixed but low-contamination laminate, contaminated metal-polymer composite, and bulk shredder feed. The exact ranking may change by market, buyer, and freight cost, but the principle holds. Cleaner and more specific streams attract better buyers.
A simple operating example shows why QA matters. Assume a facility receives 5,000 mixed XR headsets. Each unit contains an average of 18 grams of recoverable copper-rich shielding and 12 grams of aluminum-rich shielding. The theoretical shielding stream is 150 kg. If the facility bulk shreds everything, the metal may be recovered as part of a low-grade mixed non-ferrous output. If the facility selectively recovers shielding but allows 8% adhesive and polymer contamination, buyers may discount the material or route it to lower-value processing. If the facility brings contamination below 2%, documents XRF readings, and separates copper from aluminum, it can sell into a better buyer lane and reduce claim risk.
The margin improvement is not only the sale price. It also includes fewer rejected shipments, fewer disputes, better buyer repeatability, lower rework, and stronger OEM confidence. A facility that can prove clean recovery may also win contracts from enterprises and manufacturers that need documented circular electronics reporting.
Freight and regional market structure also matter. Asia-Pacific secondary metal markets may accept certain mixed streams at a discount when refining capacity exists. European buyers may apply stricter documentation and environmental rules. North American buyers may vary by state, processor, and downstream pathway. For exporters, contamination is not only a price issue. Mixed e-waste residues, battery contamination, unsanitized electronics, and poorly documented loads can trigger customs scrutiny, contract disputes, or shipment delays.
By 2026, the financial case for clean RF shielding recovery is getting stronger because three forces are converging: rising e-waste generation, tighter repair and waste policy, and growing pressure to secure secondary copper and aluminum. Copper demand is tied to electrification, power infrastructure, electronics, vehicles, and grid buildout. Aluminum demand is tied to lightweight design and transport efficiency. XR shielding is a small stream compared with construction scrap or automotive scrap, but it is a high-signal stream because it sits at the intersection of electronics circularity, repair, and advanced materials recovery.
Compliance, Worker Safety, and Documentation: Where RF Shielding Scrap Can Go Wrong
RF shielding scrap may look simple because it is often thin foil or mesh, but its compliance context is complex. It is removed from electronic devices that can contain batteries, data-bearing parts, cameras, sensors, speakers, adhesives, flame-retardant plastics, solder, coatings, and PCBs. A recycler that treats it like ordinary clean non-ferrous scrap can expose the business to safety, environmental, and contractual risk.
Battery Proximity
The first risk is battery proximity. XR devices often place batteries near compact boards, speakers, sensors, and shielding layers. During disassembly, a tool slip can puncture or crush a battery. Heat used for adhesive softening can also create risk if batteries are still installed. The safe practice is to remove and isolate batteries before shielding recovery and to prohibit heat work on any device that has not been depowered and cleared.
Data Security
The second risk is data security. Some XR devices can store user data, workplace credentials, sensor logs, camera data, biometrics, or account-linked information. Even if the RF shielding itself does not store data, the device stream may contain boards or modules that do. R2v3 requires stronger data security practices and downstream controls, especially when items that may contain data are transferred to another processor. This makes secure intake, device wiping, board isolation, and documented downstream routing essential.
Solvent and Adhesive Handling
The third risk is solvent and adhesive handling. Conductive adhesives, pressure-sensitive tapes, foams, and encapsulants can produce fumes, residues, and hazardous waste depending on the removal method. Facilities should use local exhaust ventilation, chemical-resistant gloves, SDS-based handling rules, closed containers, spill kits, and wastewater controls. Solvent use should be measured, not informal. Any cleaning line that removes adhesive from shielding should have a waste route for spent solvent, sludge, filters, wipes, and residues.
Dust and Fine Particles
The fourth risk is dust and fine particles. Cutting, scraping, sanding, or shredding shielding near PCBs can produce metal dust, glass fiber dust, solder particles, flame retardant residues, and mixed polymer dust. Workers should not rely on basic masks where fine particulate exposure exists. Facilities need appropriate extraction, housekeeping, PPE, tool controls, and medical surveillance where required by local rules.
Mislabeling
The fifth risk is mislabeling. A bin marked “clean copper” that contains plated steel, aluminum laminate, adhesive-backed tape, or black foam can create buyer claims. Mislabeling also creates internal confusion because staff begin to distrust grade names. Grade definitions should be posted at workstations with real images and rejection examples.
Unsupported Sustainability Claims
The sixth risk is unsupported sustainability claims. Many OEMs, enterprises, and recyclers want to claim circular recovery, closed-loop recycling, or high material recovery. Those claims must be backed by records. A facility should be able to show what came in, what was recovered, where it went, what was reused, what was recycled, what was disposed of, and what evidence supports those claims. Vague claims create reputational risk, especially as regulators and customers scrutinize environmental statements more closely.
Export Compliance
The seventh risk is export compliance. Shielding that is cleanly separated as metal scrap may be easier to ship than mixed electronic waste, but contamination can change classification. If a lot contains boards, batteries, unsanitized modules, hazardous residues, or mixed WEEE fractions, export treatment can become more complicated. Facilities should classify material conservatively and retain documentation.
Regulation is moving toward more repair, better spare part availability, and more traceable electronics lifecycles. EU ecodesign rules for smartphones, feature phones, cordless phones, and slate tablets apply to products placed on the EU market from 20 June 2025. The rules focus on durability, repairability, spare parts, and product information, which gives a strong signal for where electronics policy is heading, even where XR-specific rules are still developing.
The EU Right to Repair Directive was adopted on 13 June 2024, entered into force on 30 July 2024, and must be applied by Member States from 31 July 2026. The directive strengthens repair access and supports repair services and refurbished goods. For RF shielding scrap, the policy signal is clear: recyclers should prepare for more repair-first triage, better spare part pathways, and greater demand for documented reuse before destructive recycling.
Forward-Looking Industry Trends: Where RF Shielding Scrap Is Heading Next
RF shielding scrap will not remain a niche side stream. It will become more important as XR devices, wearables, smart glasses, spatial computing hardware, medical wearables, industrial sensors, and connected workplace tools expand. The future market will be shaped by device design, repair law, advanced sorting, material science, and buyer demand for cleaner secondary metals.
Repair-First Processing
The first trend is repair-first processing. By 2026, repair policy is no longer theoretical in major markets. The EU has already moved forward with repair rights and ecodesign rules for key consumer electronics. XR devices may not all be directly covered in the same way yet, but manufacturers and recyclers can see the direction. Products will face pressure to be more durable, easier to open, easier to service, and better documented. This will improve recovery for RF shields that are attached with removable fasteners, peelable tapes, replaceable modules, or labelled materials.
Model-Level Material Passports
The second trend is model-level material passports. Digital product passports and expanded product data requirements are likely to influence electronics beyond batteries and large regulated categories. For recyclers, the ideal future is simple: scan a device, see the model, know the shielding materials, battery location, hazardous components, disassembly order, and preferred recovery route. This would reduce labor waste, protect workers, and improve purity.
AI-Assisted Dismantling
The third trend is AI-assisted dismantling. Computer vision can already support component recognition in e-waste research. In commercial settings, cameras and AI models can help identify device type, missing parts, visible damage, shielding locations, and contamination risk. This will not replace skilled technicians in complex XR teardown, but it can guide routing, reduce training time, and improve consistency.
Stronger Sensor Sorting for Thin Metals
The fourth trend is stronger sensor sorting for thin metals. XRF will remain useful, but more facilities will add sensor combinations such as LIBS, machine vision, hyperspectral imaging, and automated weighing. LIBS is especially relevant for metal sorting because it can identify alloying elements and support separation of aluminum and other metals where traditional methods struggle. This matters as shielding scrap becomes more mixed, thinner, and harder to classify visually.
Cleaner Adhesive Design
The fifth trend is cleaner adhesive design. Adhesives are one of the biggest enemies of RF shielding recovery. Future devices may use release layers, peel tabs, reversible adhesives, lower-residue conductive tapes, or mechanical retention where repair and recycling rules create enough pressure. Recyclers should track which brands and models improve adhesive design because those devices will produce cleaner material and faster labor cycles.
Hybrid Shielding Materials
The sixth trend is hybrid shielding materials. Metals will remain important because copper and aluminum provide strong conductivity and proven shielding performance. However, carbon-based composites, graphene-related materials, conductive polymers, metallized films, and biodegradable EMI films are advancing. A 2025 review of EMI shielding materials discussed carbon-based and polymer-based shielding systems, while separate research has explored recyclable and biodegradable EMI shielding films. These materials can reduce weight and open new design paths, but they will also complicate recycling if facilities cannot identify them.
Buyer Demand for Verified Recycled Content
The seventh trend is buyer demand for verified recycled content. OEMs want lower-carbon supply chains and stronger circularity reporting. Clean copper and aluminum recovered from electronics can support those goals, but only if the material comes with credible records. Recyclers that can provide batch-level data, photos, test results, and downstream proof will have an advantage over facilities that sell undocumented mixed scrap.
More Refurbishment Demand
The eighth trend is more refurbishment demand. As repair networks grow, intact shielding parts for common device models may become more valuable than their metal content. This will be especially true where OEM spare parts are expensive, delayed, or unavailable. Recyclers should not assume every shield belongs in the melt stream. If a shield can be removed cleanly, matched to a model, and sold as a repair part, it may command a higher margin.
Tighter Buyer Specifications
The ninth trend is tighter buyer specifications. As more recyclers try to sell “electronics copper” and “clean aluminum mesh,” buyers will become stricter. They will ask for photos, test results, contamination limits, batch consistency, and claims history. Facilities that cannot meet these standards will be pushed into lower-grade pricing.
Regional Specialization
The tenth trend is regional specialization. Some facilities will specialize in repair and parts recovery. Others will specialize in high-throughput metal separation. Others will handle contaminated laminates and adhesive removal. The best RF shielding scrap programs may use a network model: local teardown and triage, regional cleaning and QA, and specialist downstream refining.
Conclusion: RF Shielding Scrap Is a Small Stream With Large Strategic Value
RF shielding scrap from XR electronics is not valuable because it is heavy. It is valuable because it is technically specific, copper- and aluminum-rich, linked to fast-growing electronics categories, and sensitive to process quality. A facility that treats it as generic mixed non-ferrous scrap will recover some value. A facility that builds model intelligence, clean disassembly, contamination control, QA testing, and buyer-specific routing will recover far more.
The market context is clear. Global e-waste reached 62 million tonnes in 2022 and is projected to reach 82 million tonnes by 2030, while documented recycling remains far below what the material value and environmental risk demand. At the same time, repair policy, ecodesign rules, R2v3 expectations, and circular electronics commitments are raising the bar for how devices are handled.
For RF shielding scrap, the winning method is disciplined and practical. Identify the device. Remove hazards first. Separate shielding cleanly. Keep copper, aluminum, laminate, and contaminated material apart. Test with XRF and supporting checks. Photograph and document the lot. Route reusable parts before melt-grade material. Match each stream to the buyer that values it correctly.
The future of RF shielding recovery will belong to recyclers that combine teardown knowledge, materials testing, safe operations, and strong records. As XR, smart glasses, spatial computing, wearables, and connected industrial devices keep expanding, these thin layers of copper and aluminum will become a clear test of whether electronics recycling is truly ready for the next generation of hardware.
Connect
Your trusted partner for scrap metal procurement.
CONTACT
About
haroon@tdcventures.com
+1-307-655-7593
© 2025. All rights reserved.
NEWSLETTER